It is an advanced machining process primarily used for hard and difficult metals which
are difficult to machine with the traditional techniques. Only electrically conducting
materials are machined by this process. The EDM process is best suited for making
intricate cavities and contours which would be difficult to produce with normal machines
like grinders, end-mills or other cutting tools. Metals such as hardened tool-steels,
carbides, titanium, inconel and kovar are easily machined through EDM
- Surface finish achievable with EDM
ra value 1.2µm 0.8µm 0.6µm 0.4µm 0.2µm
found that Ra value is reduced by increasing the number of cutting passes
Ram electrical discharge machining (EDM)—also known as conventional EDM, sinker EDM, die sinker, vertical EDM, and plunge EDM, is generally used to produce blind cavities. See various machines in . When a blind cavity is required, a formed electrode is machined to the desired shape.
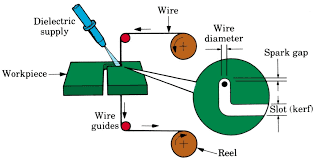
- Wire or “Cheese Cutter” EDM.
using EDM Wire Cut, the machine features, process ... The wire is passed through the part much like a cheese cutter through cheese. The wire .
- Hole Drilling or “Hole Popper” EDM.
For some difficult drilling applications, like carbide, a starter hole can be drilled with small hole EDM and then machined with wire EDM. Small hole EDMing is also used for holes that cannot be deburred due to obstructions. Due to the high electrode wear, the depth of blind holes is difficult to control or broken taps removing can be use
it hole dia
1.524mm